 £ GBPChange Country
£ GBPChange Country- Sign in
- Submit RFQ
Extremely hard materials offer high resistance against cutting media and require special cutting materials. Diamond & CBN grinding wheels are designed for cutting such materials with precision and safety. These cutting wheels provide high material removal rates for minimising downtime.
Norton super abrasive grinding wheels are designed to cut and smoothen extremely hard materials and feature diamond and cubic boron nitride abrasive materials for high material removal rates. For working on both wet and dry precision grinding applications, these wheels come in abrasive grades ranging from 100 to 120 grit. The brand's resin-bond grinding wheels are ideal for tool making, resharpening and toolroom reconditioning jobs because of their excellent durability with a high performance to price ratio. Choose from a wide range of these abrasive grinding wheels available in 7260 and 9075 rpm rotational speed variants on Raptor Supplies.
 A
A B
B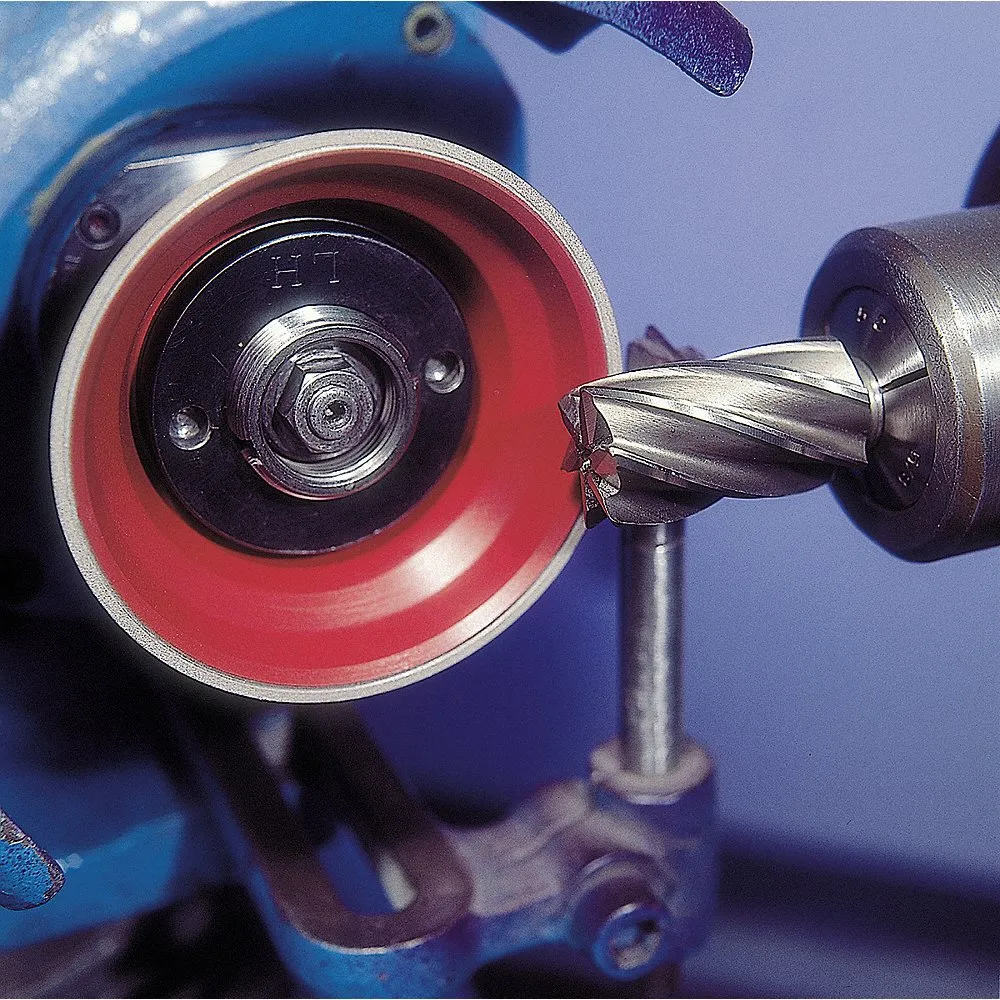 C
C| Style | Model | Item | Price (inc. GST) | |
|---|---|---|---|---|
| A | 69014191719 | A$ 1088.32 | ||
| B | 69014191841 | A$ 1573.67 | ||
| C | 69014191832 | A$ 1213.98 | ||
| C | 69014191842 | A$ 1580.00 | ||
| C | 69014191834 | A$ 1209.02 |
Norton Abrasives Type 6A2C straight cup grinding wheels are intended for grinding shaped & flat surfaces and ideal for stock removal in tight-tolerance, toolmaking, resharpening & precision finishing applications. They feature armoured or freecutting diamond abrasives for cutting of ultra hard materials and are configured with arbor hole mounting attachments to fit small size holes. These wheels have resin bonds suitable for dry & wet locations and are available in abrasive grits of 120, 150 & 220.
A B
B C
C| Style | Model | Item | Price (inc. GST) | |
|---|---|---|---|---|
| A | 69014195686 | A$ 2160.70 | ||
| B | 69014191630 | A$ 1298.13 | ||
| C | 69014192272 | A$ 803.71 |
Norton Abrasives straight grinding wheels are used for resharpening or toolmaking applications. They feature diamond abrasive for low friction coefficient, wear resistance & high tensile strength. They also offer increased cutting surface & reduction in interference with workpieces, owing to Type 1 or Type 1A1 abrasives. These wheels have 1.25 inch arbor holes or mandrels to attach die grinders & hand held drills.
 A
A B
B| Style | Model | Abrasive Material | Grit | Thickness | Price (inc. GST) | |
|---|---|---|---|---|---|---|
| A | 69014191690 | A$ 943.25 | ||||
| A | 69014191694 | A$ 893.15 | ||||
| B | 69014191699 | A$ 1383.36 |
 A
A B
B C
C D
D E
E F
F G
G A
A B
B C
C D
D| Style | Model | Price (inc. GST) | |
|---|---|---|---|
| A | DXA0125P4525I | A$ 353.20 | |
| B | DXA2920P04A | A$ 209.77 | |
| B | DXA2920P05H | A$ 293.30 | |
| C | DXA0125P0725I | A$ 585.62 | |
| D | DXA2920P09H | A$ 554.52 | |
| B | DXA2920P45H | A$ 230.90 | |
| B | DXA2920P06H | A$ 343.81 | |
| A | DXA0125P0425A | A$ 323.36 | |
| A | DXA0125P0625I | A$ 493.97 | |
| B | DXA2920P07H | A$ 439.03 |
 A
A BA
BA BC
BC| Style | Model | Diameter | Item | Max. Rpm | Thickness | Price (inc. GST) | |
|---|---|---|---|---|---|---|---|
| A | 69014191906 | A$ 934.25 | |||||
| A | 69014191918 | A$ 1383.22 | |||||
| B | 69014191651 | A$ 1016.05 | |||||
| A | 69014191910 | A$ 1081.65 | |||||
| C | 69014191652 | A$ 996.02 | |||||
| C | 69014191636 | A$ 1286.87 |
A| Style | Model | Abrasive Material | Diameter | Grit | Max. Rpm | Thickness | Price (inc. GST) | |
|---|---|---|---|---|---|---|---|---|
| A | 69014191853 | A$ 1714.83 | ||||||
| A | 69014192211 | A$ 1666.11 | ||||||
| A | 69014191692 | A$ 1195.41 | ||||||
| A | 69014191677 | A$ 677.31 |
 A
A B
B C
C| Style | Model | Arbor Size | Diameter | Grit | Item | Max. Rpm | Thickness | Price (inc. GST) | |
|---|---|---|---|---|---|---|---|---|---|
| A | 69014192159 | A$ 816.32 | |||||||
| B | 69014192156 | A$ 785.92 | |||||||
| C | 69014191858 | A$ 812.14 | |||||||
| C | 69014191706 | A$ 655.37 |
 A
A| Style | Model | Price (inc. GST) | |
|---|---|---|---|
| A | 69014192786 | A$ 1763.49 | |
| A | 69014191860 | A$ 1417.88 |
A| Style | Model | Grit | Price (inc. GST) | |
|---|---|---|---|---|
| A | 69014192217 | A$ 1883.78 | ||
| A | 69014191623 | A$ 1925.10 |
Norton Abrasives diamond & CBN grinding wheels are designed for smoothing and cutting extremely hard materials in metalworking, mining, fabrication, construction, instrumentation and manufacturing industries. These grinding wheels deliver high material removal rates while minimising thermal damage to the workpiece. Norton Abrasives grinding wheels are highly durable and can grind wet or dry materials. The brand's flaring cup / cut-off / dish / straight cup grinding wheels comprise abrasives bonded with cubic boron nitride (CBN) and industrial diamonds for grinding extremely hard materials like carbide cutting tips, gemstones and concrete. Norton surface grinding wheels feature a resin bond for maximum grain retention and excellent shock-absorbing capacity. For grinding reinforcement bars and protruding bolts in construction industries, the brand offers cut-off wheels featuring free-cutting diamond abrasives and fine grits, ensuring a precise operation. Choose from a wide range of Norton Abrasives diamond & CBN grinding wheels available in different dimensions, materials (diamond, aluminium oxide, armoured diamond, cubic boron nitride & free cutting diamond), grit sizes and rpm ratings.
Norton Abrasives diamond & CBN grinding wheels are designed for cutting and smoothing hard materials for metalworking, aerospace, mining, fabrication, construction, instrumentation and manufacturing applications. These grinding wheels ensure minimum thermal damage inflicted to the workpiece while cutting. They also ensure high precision while performing the workpiece cutting. Diamond & CBN grinding wheels are ideal for sharpening cemented carbide cutting tools, cutting off ceramic & glass materials, surface grinding dies, cutting off carbide rods, grinding spray coatings and steel parts. Various materials that can grind with these wheels are electronic components, abrasives, stones, plastics, fibreglass, ceramics and glass.
Diamond and CBN grinding wheels have high quality synthetic diamond / CBN (cubic Boron Nitride) abrasive material for ensuring high precision while cutting hard materials. These grinding / cutting wheels deliver high material removal rates and can easily cut difficult to grind steel parts. These grinding wheels are wear resistant and are thermally stable.
Diamond cutting wheels have a metal wheel having a diamond coating on its cutting edges. Similarly, CBN grinding wheels have a lair of synthetic material on their cutting edges. These cutting wheels are fixed onto a grinding machine for grinding & slicing hard materials.
Dressing the grinding wheel refers to removing the current layer of abrasive material so that a sharp surface is achieved for working on the workpiece. Trueing the grinding wheel makes the workpiece grinding surface parallel to other reference planes or grinding tables, so the grinding wheel is even from all sides and produces an accurate surface.
Yes, CBN grinding wheels can sharpen pure carbide bits. A wet CBN grinding wheel can slice through the carbide material at the same speed as the diamond wheel. However, while cutting carbide materials, CBN wheels wear at faster rates.
CBN grinding wheels have high chemical resistance and thermal stability, which makes these grinding wheels suitable for grinding ferrous materials like bearing & hardened steel, nickel-based alloys and ferrous materials. These grinding wheels are used for cutting, sharpening and removing metal from hard surfaces.
Grit size on grinding wheels runs from coarse, medium to fine. Coarse being 16 - 24 grit, medium 36 - 60 grit and fine being 80 - 120 grit. The superfine range runs from 150 and higher. Grinding wheels are usually between 24 and 100 grit. Jointing & honing stones used for grinding wheel maintenance are 150 grit or higher.
When the surface of the grinding wheel develops a shining and smooth texture, it is said to be glased. This appearance indicates that the grinding wheel is blunt which means the abrasive grains are not sharp to grind the workpiece with precision. Glasing is usually caused by grinding hard materials that are too hard for the grinding wheel abrasive material.
As the sharpness of the grinding wheel dulls from the glasing & loading, dulled chips and grains are removed with a suitable dressing tool to expose the sharp cutting edges while making recesses for the chips.